
光纤传输系统助力工业超快激光加工
光导纤维光束传输技术已经成为高功率固体连续(CW)激光能够被广泛工业应用的核心驱动,但该技术却不能被应用于超快脉冲激光。而微纳结构的空芯光纤的出现使之成为可能,高能量的皮秒和飞秒脉冲激光能够被限制在其极小的中空芯部结构,以极佳的光束质量进行传输。当将其包入一根坚固的光缆外壳,或许意味着一个新的激光传输时代的开启。(见图1)

图1:适用于超快激光应用的光缆
由于可以对几乎任何材料进行超高精度的加工,超快激光展现出不断增长的应用需求。当其被应用于真正的工业生产时, 要求精确的控制脉冲的时间、空间和形状, 以便实现最佳的超快激光输出。光束传输系统作为连接激光源
和具体应用之间的光学界面,是激光加工系统中尤为关键的一环。它的主要目标是在尽可能简单高效且不干扰激光束的前提下,将激光源的激光引导至被加工件的特定位置。但同时,对激光束在时间和空间上的整形、加强需求, 作为一个附加功能越来越多的被提出。
在上世纪90年代,基于光纤技术的光束传输系统作为主要突破,使连续半导体和固体激光器真正进入工业激光应用,而其也成为数千瓦功率连续激光应用的标准。可以预见的是,如果有类似的光纤传输系统可用于超快激光应用,那是十分值得期待的。
超快脉冲的光束传输
目前对于脉宽在几皮秒且脉冲能量满足材料加工需求的这类新兴超快激光应用,普遍采用空间光路传输。这些基于镜片组成的系统需要繁琐的细微调整(尤其是长距离传输),并且受到灰尘和颗粒污染的困扰。在整个光路中,数量庞大的光学组件成为光束质量损失的潜在的根源。此外,此类加工设备普遍需要一个精工细作的稳定基台结构,激光器必须尽可能的接近加工位置,在整体系统设计方面这意味着需要花费大量的成本和经历。
缺少标准的光束传输解决方案导致了系统设计方案的千差万别,这极大阻碍了超快激光得到更广泛的工业应用。更换激光光源或其他部件都需要重新对整个系统进行调整和校准,这最终无疑提高了成本。基于光纤的光束传输系统当下还无法实现,这主要由于传统的光纤并不适合传输超快激光。受限于本身的色散特性,会使脉宽变宽,损伤阈值也无法满足需求,而自聚焦(self-focusing)、受激布里渊散射(stimulated Brillouin scattering)以及拉曼散射(Raman scattering)等非线性效应,会轻易的破坏光纤材料或脉冲波形。所以作为结论,用于工业应用的超快脉冲无法通过传统的玻璃光纤进行传输。
可在中空芯部约束光束的新型光纤
微纳结构的空芯光纤(Microstructured hollow-core fibers,简称MHCFs,见图2)支持光束在中空芯部(例如充气或真空状态)中传输,这使得其能够传输极高的功率并且彻底消除了非线性效应。这种光纤从光子晶体光纤(photonic crystal fibers)演变而来,最早由来自英国巴斯大学(Bath University)的Russell,Knight和Birks共同开发研制。从那之后,各种不同样式的微纳结构光纤被开发出来,并证明了其可以传输高功率超快激光的潜在价值。此类光纤拥有类似于单模阶跃折射率光纤(step-index fibers)的芯部尺寸,而约束光线的芯部构造像是不规则的水晶。但不同的是,其芯部长度可以大大延长,并且承受更高的损伤阈值。99%的激光光线在其中空芯部中传导,可允许的脉冲能量等级提高到了毫焦耳(mJ)级别,大大超过了许多材料加工所需的能量等级。
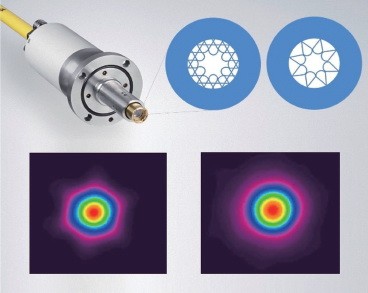
图2:不同类型的微纳结构空芯光纤(MHCFs)以及光束质量(M2)为1.3时远近模场分布特性
将此类光纤适当的集成入工业光束传输系统,在保证完美的光束质量的前提下,几百瓦(multi-100W)和几百微焦(multi-100μJ)的超快激光脉冲可以被可靠的传输。这样的光束传输系统使得激光源和具体应用得以分离,可以将激光能量分送到不同的工作站,甚至柔性化的机器人系统也成为现实,这些无疑都大大增强了工业应用的可能性。
空芯光纤由于具有极低的色散特性,非常适合用于飞秒级别的脉宽。在900-1100纳米光谱范围区间,30至70dB/km或1%每米的衰减值是可以实现的。



