
铝合金激光焊接特性及难点分析
激光焊接与传统焊接相比具有热输入量及热影响小、深宽比大、焊接过程自动化等优点。铝合金质量轻、韧性好,屈强比高、加工成形容易,广泛用于容器、机械、电力、化工、航空、航天等焊接结构的产品上,采用铝合金代替钢板材料焊接,可大大减小结构质量。铝是较为活泼的金属,电离能低、导热性很高,表面极易形成难熔的Al2O3膜,在焊缝中容易形成未熔合、气孔、夹杂、热裂纹等缺陷,降低焊接接头的力学性能。与钨极氩弧焊或熔化极氩弧焊相比,激光焊接焊缝窄、热影响区小,搭接接缝减少,焊接过程精密可控,可以实现自动化。目前,激光焊接主要用于薄壁电子元器件、结构件、航天件等,研究万瓦级的光纤激光器用于大厚板深熔焊接是未来发展趋势。
1 铝合金分类和焊接性
铝及铝合金可分为1000系(工业纯铝)、2000系(Al-Cu 系)、3000系(Al-Mn 系)、4000系(Al-Si)、5000系(Al-Mg)、6000系(Al-Mg-Si)和7000系(Al-Zn-Mg-Cu)。按工艺特点铝合金又可分为变形铝合金和铸造铝合金,其中变形铝合金分为两类:非热处理强化铝合金和热处理强化铝合金。
不同铝合金焊接性能各异,比如非热处理强化的铝及铝合金1000系列、3000系列和5000系列具有良好的焊接性4000系合金的裂纹敏感性极低,对于5000系合金,当ω(Mg)=2%时合金产生裂纹,随着镁含量升高,焊接性能有所改善,但延展性、耐蚀性变差。2000系、6000系和7000系合金的热裂倾向较大,焊缝成形不良,焊后时效硬度显著降低。
综上所述,对于铝合金焊接需采用合适的工艺措施,正确选择焊接方法和填充材料,以获得性能良好的焊接接头。焊接前可对材料进行表面处理,使用有机溶剂去除油污 灰尘,随后再在 NaOH 溶液中浸洗,用流动水将表面碱液冲洗干净后再进行光化处理,处理过的焊件在 24 h 内进行焊接工艺实验。
2 铝合金激光焊接中存在的主要问题
激光焊接是以激光作为高能密度光源,具有加热快和瞬时凝固的特点,深宽比高达到12:1但是由于铝合金具有高的反射率和良好的导热性以及等离子体的屏蔽作用,焊接时不可避免地出现一些缺陷问题,其中最主要的两个缺陷是气孔和热裂纹。由于铝合金对激光的反射很强,铝合金激光焊接首先遇到的问题就是如何有效地提高材料对激光的吸收。基于铝合金自身的一些特点,也使得激光焊接工艺更加复杂,亟待改进和完善。
2.1 激光吸收率
材料对激光的吸收率越高,或传热系数、导温系数越小,激光能量越易被材料表面吸收,表面温度迅速上升,材料熔化或蒸发。
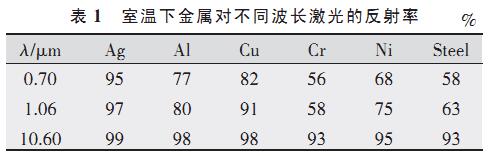
各种金属对不同波长激光的反射率如表 1 所示,各种金属的反射率随波长变短而降低,并且Ag、Al、Cu 对激光的反射率高达90%以上,这无疑增加了激光加工的困难 在室温下,铝合金对 CO2 激光的吸收率极低,98%的激光能量将被铝合金表面反射,Nd:YAG 激光的反射率也达80%。可见,铝合金具有对激光的反射率高、吸收率小的特性。这是因为铝合金中自由电子的密度很大,在光波电磁波强烈震动下产生强烈的反射波和较弱的透射波,反射波不易被铝合金表面吸收,因而常温下铝合金表面对激光具有较高的反射率。
2.2 “小孔”的诱导和稳定
在激光焊接过程中,当激光能量密度大于 3.5*10^6W/cm2时会产生离子体,焊接方式以深熔焊方式进行,其原理主要是“小孔”效应,“小孔”的出现可大大提高材料对激光的吸收率,焊件在高能密度下熔合,以获得良好的焊接效果 在铝合金的激光焊接中首要的问题是小孔的诱导和维持稳定的困难,这是由于铝合金本身材料特性和激光束的光学特性造成的。如前所述,常温下的Al能反射掉80%的能量,再加上其导热性好,要产生“小孔”就需要一个大的激光能量密度阈值。不同铝合金激光焊接加工中都存在这样一个阈值,一旦输入功率大于此值,激光能量向材料内部的传递不再受热传导的限制,焊接则以深熔焊方式进行,激光辐射将引起母材金属强烈蒸发并形成蒸发凹槽,激光束通过蒸发凹槽深入到材料内部,焊缝深度和焊接效率也急剧增大。对于高反射的材料来说,如铝合金、铜合金,焊接中需要提供非常大的功率密度,这样就对焊接机型以及准直聚焦镜的选择都有一定要求。
2.3 焊缝的机械性能
细晶强化、固溶强化、时效沉淀强化是铝合金的几种强化机制,即使存在这些强化机制,激光焊接过程中 Mg、Zn 等低熔点合金元素的大量蒸发,也会导致焊缝下沉,硬度和强度下降。瞬时凝固过程中,细晶强化组织转变成铸态组织后,其硬度、强度会有所下降。此外,焊缝中裂纹、气孔的存在导致抗拉强度降低。总之,接头软化问题是铝合金激光焊接中存在的又一难题。
2.4 气孔
铝合金的激光焊接过程中容易产生气孔,主要有两类:氢气孔和匙孔破灭产生的气孔。
(1)氢气孔。铝合金在高温下表面极易形成氧化膜,氧化膜容易吸附环境中的水分。激光加热时,水分分解产生氢,而氢在液态铝中的溶解度约为其在固态铝中溶解度的20倍。在合金瞬时凝固过程中,由液态铝向固态转变时,氢的溶解度急剧降低,液态铝中多余的氢如果不能顺利上浮溢出就会形成氢气孔。这类气孔一般形状规则,尺寸大于树枝晶尺寸,在其内表面可见有树枝晶结晶凝固花样。
(2)匙孔塌陷。焊接小孔内在自身重力和大气压力处于平衡态,一旦平衡被打破,熔池中液态金属不能及时流过来填充就会形成不规则孔洞,有研究发现孔洞内壁镁的含量约为焊缝附近的4倍。
由于激光焊接的冷却速度太快,氢气孔问题更加严重,并且在激光焊接中还多了一类由于小孔的塌陷而产生的孔洞。



